
���ս�������a(ch��n)��ë�̵ęC�� �߉�ˮȥë�̸��p��
�r�g��2017-06-26 11:03:42���ߣ�LeeZhou��Դ���¸ߝ��坍�O(sh��)����������QQ���g�������vӍ�����˾W(w��ng)��
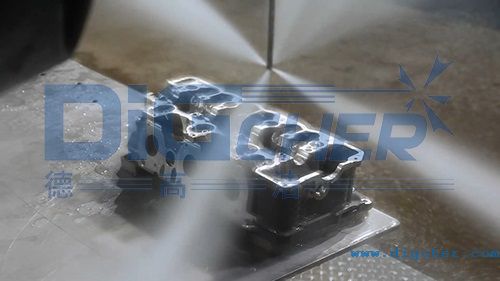
���ٹ����������ӹ�������(j��ng)�����a(ch��n)��ë�����������ë��ȥ�����͕���ɶ���Ӱ���ˮ����ȥë�̵Ĺ���ԭ�������Ì��ñð�ˮ���ߺ���1%��3%ˮ�����͵�ˮ�Ӊ������������O(sh��)Ӌ�ć�����һ�����Π���ȥ����ě_����������ϵ�ë��ȥ�������������߉�ˮ�������g(sh��)���õ�ȥë������߀��ʹȥë�̌��F(xi��n)�Ԅӻ���

��ȥë��֮ǰ���҂�Ҫ�Ȍ�ë�̱��������˽�

��ȥë��֮ǰ���҂�Ҫ�Ȍ�ë�̱��������˽�
�����ܸ��õ�ȥ�������ϵ�ë�̡�ë�̾�������Ҫ�أ����
��Ӳ��
������
���]��
���Πë�̵ĺ�Ȳ�ͬ��ȥ���r����ć��䉺����ȥ���C���͕�������ͬ��ˮ�����ć��쇊����ě_�����c�����ٶȵ�ƽ�������䉺�������ȣ��������е�Ҏ(gu��)��������ʹ�҂��Ĺ����°빦����
1����ë���c����ĸ�w�������B�r��һ����ij�N�̶ȵ��B�m(x��)�����@�rë�̵ĺ�ȃH���ʮ�ף�30 MPa���µĉ����Ϳ���ʹë���c����ĸ�w���B���ַ��x��ë�̕���ɢÓ����
2��ë��ȫ�L�cĸ�w��ȫ�����B�r��ë�̺�Ȼ������_���װ������@�r����70 MPa���ҵĉ�����߀Ҫע�������ͨ�^���쇊���ĸ߉�ˮ����Ҫ������ë�̵ĸ�����ʹë�̏ĸ����۔࣬�@�Ӳ�����ȥë�̵�������
3�����ڴּӹ��Ĺ������a(ch��n)���ĺ�ë�̺�Ó�����������ë�̣���Ҫ����100 MPa���ϵĉ�������Ҫ�����^�L�ĕr�g��ͬ�r߀Ҫ��χ�����и����ò��܌�ë�̏ص�ȥ���������@�ë��һ�㲻��ˮ����ȥ����
Ӱ푸߉�ˮ����ȥë�̼ӹ�Ч�ʺ��|(zh��)����������Ҫ�Ї��䉺����������������ߴ硢��(sh��)����λ���Լ�����͇���������\���ٶȵ����������@Щ����(sh��)���x���횸���(j��)����IJ��|(zh��)���Y(ji��)��(g��u)�Π��ë��������Q��
1����ë���c����ĸ�w�������B�r��һ����ij�N�̶ȵ��B�m(x��)�����@�rë�̵ĺ�ȃH���ʮ�ף�30 MPa���µĉ����Ϳ���ʹë���c����ĸ�w���B���ַ��x��ë�̕���ɢÓ����
2��ë��ȫ�L�cĸ�w��ȫ�����B�r��ë�̺�Ȼ������_���װ������@�r����70 MPa���ҵĉ�����߀Ҫע�������ͨ�^���쇊���ĸ߉�ˮ����Ҫ������ë�̵ĸ�����ʹë�̏ĸ����۔࣬�@�Ӳ�����ȥë�̵�������
3�����ڴּӹ��Ĺ������a(ch��n)���ĺ�ë�̺�Ó�����������ë�̣���Ҫ����100 MPa���ϵĉ�������Ҫ�����^�L�ĕr�g��ͬ�r߀Ҫ��χ�����и����ò��܌�ë�̏ص�ȥ���������@�ë��һ�㲻��ˮ����ȥ����
Ӱ푸߉�ˮ����ȥë�̼ӹ�Ч�ʺ��|(zh��)����������Ҫ�Ї��䉺����������������ߴ硢��(sh��)����λ���Լ�����͇���������\���ٶȵ����������@Щ����(sh��)���x���횸���(j��)����IJ��|(zh��)���Y(ji��)��(g��u)�Π��ë��������Q��
������
������ë�̵����P(gu��n)Ҫ���Ǹ߉�ˮ����ȥë�����Ч�ʺ��|(zh��)����ǰ��l����
��һƪ���X�Ͻ�������ȥë��
��һƪ����Ч���߉�ˮ׃���䚤�w���ȥë�̼��g(sh��)
���T������
������
Hot Products
���]��
Recent News
- ������
- ��˾��
- �ИI(y��)�ӑB(t��i)
- ���g(sh��)����
- �P(gu��n)���҂�
- ��I(y��)����
- (li��n)ϵ�҂�
- �P(gu��n)ע�҂�

���՟ᾀ����һ������9:00~18:00��
010��64437473
Copyright © 2000-2020 �����¸ߝ��坍�O(sh��)������˾ All Rights Reserved ��ICP��11015544̖