
SD ATC�߉�ˮ�������[ϵ�y(t��ng)��ˮ���[��ʽ�x��
�r(sh��)�g��2013-07-11 10:47:40���ߣ�LeeZhou��Դ���¸ߝ��坍�O(sh��)����������QQ���g�������vӍ�����˾W(w��ng)��
�ڟ�܈Уֱ䓲ĵ��^������䓲ı���Ġt�������FƤ(�Q�[Ƥ)��Ӱ�䓲ı����|(zh��)������Ҫԭ��֮һ���������Ĵ�����ʹ䓲ı���a(ch��n)�����������c(di��n)�������FƤ����ȶ�Nȱ��
���o䓏S��ʹ�÷��������^��(y��n)�صĽ�(j��ng)��(j��)�pʧ�͝��ڵ�Σ��
�����O�������ˏS�Үa(ch��n)Ʒ���Ј�(ch��ng)��(j��ng)��(zh��ng)��
�����
�������¸ߝ��坍�O(sh��)������˾�M�����g(sh��)�����v��(j��ng)��(sh��)��
���K���аl(f��)�ɹ�һ��Чȫ�Ԅ�(d��ng)SD ATC�߉�ˮ�������[ϵ�y(t��ng)��Ͷ�둪(y��ng)��
��������Ҫ��BSD ATC�߉�ˮ�������[ϵ�y(t��ng)��ˮ���[��ʽ�x��
��
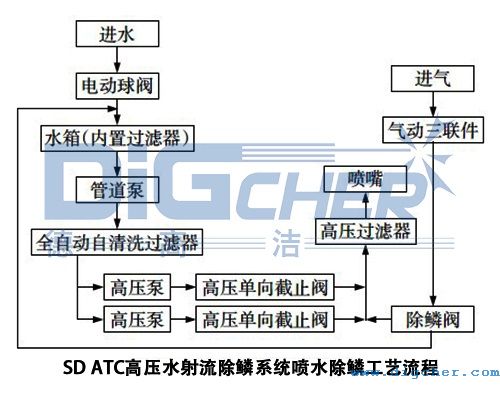
SD ATC�߉�ˮ�������[ϵ�y(t��ng)��ˮ���[��ʽ�x��
SD ATC�߉�ˮ�������[ϵ�y(t��ng)��܈������õĸ߉�ˮ���[��ˮ��ʽ�ЃɷN��һ�N���B�m(x��)��ˮ���[��ʽ
SD ATC�߉�ˮ�������[ϵ�y(t��ng)��ˮ���[��ʽ�x��
SD ATC�߉�ˮ�������[ϵ�y(t��ng)��܈������õĸ߉�ˮ���[��ˮ��ʽ�ЃɷN��һ�N���B�m(x��)��ˮ���[��ʽ
������һ�N�t���������g��ʽ��ˮ���[��ʽ
��
�҂���֪����(sh��)��������Ҏ(gu��)��180×220 mm������L(zh��ng)��3 m
�҂���֪����(sh��)��������Ҏ(gu��)��180×220 mm������L(zh��ng)��3 m
�����t݁���ٶ�1m/s
�����[�ٶ�1m/s���ɴ˿�֪ÿ��������[�r(sh��)�g��3s
�
����]�xȡ����^����ǰ��ˮ�r(sh��)�g1s�����β������ͣˮ�r(sh��)�g0.6s
���t��֧����߉�ˮ���[���r(sh��)�g��4.6s
���O(sh��)Ӌ(j��)���O(sh��)����SD ATC�߉�ˮ�������[ϵ�y(t��ng)����^���������ÿС�r(sh��)120������ôÿ������ƽ���r(sh��)�g����30s
���t���[�g���r(sh��)�g��25.4s

�����[�g���r(sh��)�g�c���[�����r(sh��)�g֮�Ȟ�5.5���ʳ��[�c(di��n)�O(sh��)Ӌ(j��)���������g��ʽ��ˮ���[��ʽ
����ˇ�������D��ʾ
������
���]��
��
���(j��ng)ʹ�Æ�λ�(y��n)�C���C�����������g(sh��)�����������M(j��n)
���(j��ng)ʹ�Æ�λ�(y��n)�C���C�����������g(sh��)�����������M(j��n)
���O(sh��)���\(y��n)�з�(w��n)��
����ȡ��������Ч����
���T������
������
Hot Products
���]��
Recent News
- ���朽�
- �߉���ϴ�C(j��)
- �ɶ�����ϴϵ�y(t��ng)
- �������ϴϵ�y(t��ng)
- �߉�ˮȥë�̙C(j��)
- ˮ�и�����O(sh��)��
- �طN�坍܇�v
- �P(gu��n)���҂�
- ��I(y��)��(ji��n)��
- (li��n)ϵ�҂�
- �P(gu��n)ע�҂�

����(w��)�ᾀ����һ������9:00~18:00��
010��64437473
Copyright © 2000-2020 �����¸ߝ��坍�O(sh��)������˾ All Rights Reserved ��ICP��11015544̖(h��o)